ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ- ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI
KAR
GÉPÉSZETI ÉS TECHNOLÓGIAI
INTÉZET
GYÁRTÁSTECHNOLÓGIAI
INTÉZETI TANSZÉK
1963
– 2013
50
éves a
GÉPGYÁRTÁSTECHNOLÓGIAI
TANSZÉK,
a
későbbi
GYÁRTÁSTECHNOLÓGIAI
INTÉZETI TANSZÉK
A Tanszék az 1962-ben kialakított Felsőfokú Gépipari Technikum képzésszervezésének kezdeti időszakában, az 1963/64 tanévben létesült. Már 1965-től kiemelkedő szerepe volt a gyártástechnológiai szak szaktárgyi tananyagainak kidolgozásában és a főiskolai oktatás szakmai követelményeinek gyors ütemű előkészítésében. A tanszék személyi és technikai fejlesztésének irányát a gépiparnak a gyártástechnológiai üzemmérnökökkel szemben támasztott igényei szabták meg.
Az intézmény életében jelentős változást hozott az 1969-es év, amikor a felsőfokú technikumot főiskolává alakították át, létrejött a Bánki Donát Gépipari Műszaki Főiskola. Az ipari fejlődés igényei a szakemberképzés területén - az egyetemeken képzett mérnökök mellett - szükségessé tették olyan üzemmérnökök képzését is, akik a technológiai eljárások, a kivitelezési ismeretek birtokában és a gyakorlati tapasztalatok alapján képesek a tervezői elgondolások megvalósítását célzó munka elvégzésére, irányítására. A szakok és ágazatok szervezése az akkori ipari igények alapján történt, és ennek megfelelően három (gépgyártástechnológiai, általános gépész, szervező) szak alakult. Ezek közül a gépgyártástechnológiai szak két ágazattal - a forgácsoló és a forgácsnélküli alakító - kezdte meg oktatási-nevelési és kutatási tevékenységét.
A gépgyártástechnológia szak, képzési feladatát a következőképpen fogalmazták meg: "A gépgyártástechnológus üzemmérnököknek jártasaknak kell lenniük a gazdaságos gyártási folyamat megtervezésében. Ismerniük kell a korszerű technológiai eljárásokat, a megmunkálógépeket, a szerszámokat, a gyártást elősegítő készülékeket, valamint a minőségellenőrzés korszerű eszközeit és módszereit. Feladataik ellátása érdekében megismerkednek a forgácsolás elméletével, szerszámaival, gépeivel, készülékeivel és technológiájával, a forgácsnélküli megmunkálásokkal, a hőkezelés és hegesztés módszereivel, a műanyagok gépipari alkalmazásával, a gazdaságos gyártás és a korszerű üzemszervezés kérdéseivel."
A képzési cél a szakmai tárgyak
oktatásán keresztül valósult meg. A képzésben meghatározó szerepe volt a
tanterveknek és azon belül a szakmai tananyagoknak. Az évek során a tanterv
többször változott és korszerűsödött, azonban valamennyi tantárgyunk
oktatásánál az elmélet gyakorlati alkalmazását helyeztük előtérbe. Az elméleti
és gyakorlati foglalkozások aránya szakonként változó volt, akkor törekedtünk
azonban az átlagos 40% elmélet, 60% gyakorlat arányának tartására. A
gépgyártástechnológia szakon a tanszék által oktatott szaktárgyak a főiskolává
válás évében az alábbiak voltak:
· A gépipari mérések című tárgy oktatásának célja a termelés minőségét biztosító mérési módszerek és eszközeik megismertetése. Ennek keretében a hallgatók elsajátították a mérések alapelveit, a mérési hibák jellegét és forrásait, az egyedi, sorozat- és tömeges mérésre gazdaságosan alkalmazható különféle mérőeszközök főbb jellemzőit, a mérőkészülékek elvi felépítését és alkalmazását. (Dr. Szilágyi László),
· A forgácsolás elmélete és szerszámai című tárgy foglalkozott a forgácsolás főbb tényezőivel, a forgácsleválasztás alapjelenségeivel, a forgácsolóerőnek és a szerszám éltartamának vizsgálatával, az optimális adatok meghatározásával. A hallgatók megismerték a szerszámok felépítését, élkialakítását, valamint a fontosabb eszközök tervezésének alapjait. (Dr. Angyal Béla, Dr. Dobor Lászlóné),
· A forgácsoló megmunkálás tantárgy a különböző forgácsolási módok részletes ismertetését adta az alapváltozatoktól kezdve a különleges eljárásokig. A hallgatók megfelelő jártasságot szereztek a gyártási folyamatok megtervezésében, a műszaki-gazdasági követelményeknek megfelelő megmunkálási módok kiválasztásában és azok körülményeinek meghatározásában. (Dr. Váradi András),
· A szerszámgépek című tantárgy keretében a hallgatók megismerték a gépiparban használt gépek szerkezeti és kinematikai felépítését, azok alapvető tervezési szempontjait és üzemeltetési sajátosságait. Az oktatásban megfelelő hangsúlyt kaptak a számjegyvezérlésű gépek, megmunkálóközpontok és integrált gyártórendszerek. A gépek ismerete elősegítette a gazdaságos gyártáshoz szükséges szerszámgép kiválasztását, ezért a tantárgy akkor mindhárom szak tantervében szerepelt. (Dr. Nagy P. Sándor),
· A készülékek (Gépgyártás készülékei) tantárgy oktatása felölelte a gépipari gyártás főbb készüléktípusainak felépítését, szerepét, a készülékszerkesztés és alkalmazás alapelveit, a gyártott darabszámtól függő készülékezési megoldásokat. Tárgyalta a kézi és gépi működtetésű korszerű munkadarabbefogó készülékeket, valamint az elemekből összeállítható készülékek (EÖK) rendszerét, felépítését és alkalmazását. (Dr. Czverencz János),
· A szereléstechnológia tantárgy a különböző sorozatnagyságú gépipari gyártmányok szereléstechnológiai feladatainak megoldásával foglalkozott. Ennek keretében az alkatrészek pontossági előírásaival összefüggő feladatfelismerési és megoldási ismereteket, komplex látásmódot, valamint megfelelő jártasságot adott a szerelési folyamat műveleteinek tervezésében és a szerelő munkahelyek kialakításában. (Dr. Sepsey József, Dr. Pap András),
· A műanyagok feldolgozása című tantárgyban a hallgatók megismerték a fontosabb műanyagok jellemző tulajdonságait, feldolgozásuk és alakításuk technológiáját, valamint a feldolgozógépek működési elvét és szerkezeti kialakítását. A tananyag foglalkozott a műanyagalakító szerszámok tervezésével, a műanyagok forgácsolásával, valamint a műanyag gépalkatrészek alkalmazásával is. (Balázs Imre).
A szaktárgyak megértéséhez és az üzemmérnöki feladatok jó színvonalú ellátásához nélkülözhetetlen gyakorlati ("műhelyi") ismereteket integrált gyakorlatokon szerezték meg a hallgatók. Ennek során nyílt lehetőség a különböző szakmai előképzettségű diákjaink tudásszintjének kiegyenlítésére is. A gyakorlatok az 1. félévben Méréstechnika és Esztergálás I., a második félévben pedig Esztergálás II.; Marás; Köszörülés; Gyalulás, Vésés, Fúrás, valamint Üzemi gyakorlat modulokból álltak.
A 4. és 5. félév gyakorlati képzését szakra orientáltan, a félév utolsó hetére csoportosítva oldottuk meg. Ezek a "komplex" gyakorlatok már nemcsak manuális készséget, hanem elméleti ismereteket is feltételeztek. Az egyes blokkok komplexitása jól szolgálta az üzemek gyakorlati feladataira való felkészülést, mivel a gyakorlatokon jól érvényesült a technológia tervezésének, a gyártóeszközök alkalmazásának és a méretellenőrzés feladatainak kölcsönös összefüggése. Az 5. félév gyakorlatait a forgácsoló ágazaton 6 blokkra (Revolver- és automataesztergák, Köszörülés - és finomfelületi megmunkálások, Üzemi modul I. és II., Fogazási eljárások, Pótlólagos automatizálás) bontva alakítottuk ki.
A Tanszék más szakokon oktatott tantárgyainak célkitűzései, mennyisége és mélysége minden esetben az illető szak, képzési céljával voltak összhangban.
Ebben a felfelé ívelő időszakban (1969-1987) a Tanszék személyi állománya megerősödött, oktatási és kutatási infrastruktúrája jelentősen bővült. A kollégák közül többen egyetemi doktori címet, illetve a műszaki tudományok kandidátusa címet szerezték meg. Az ipari vállalatokkal jó kapcsolat épült ki, melynek eredményeként számos alkalmazott kutatási, fejlesztési megbízásos munkát végeztek oktatóink, dolgozóink.
|
|
|


A társintézmények (BME, NME, GAMF, GATE,…) Gépgyártástechnológiai Tanszékeivel élő, sokszor szinte napi kapcsolatban voltunk, a közös kutatási területek, fejlesztések, szabványosítási munkák kapcsán.
A Gépgyártástechnológiai Tanszék első megbízott vezetője Dr. Sepsey József (1963-1966) volt, majd ezt a feladatkört hosszú éveken keresztül Dr. Angyal Béla főiskolai tanár, főigazgató (1966-1987) látta el.
Gépgyártástechnológiai Intézet (1987-1990)
A Tanszék életében jelentős változást hozott, amikor a korábban önálló oktatási egységek összevonásával 1987. július 1-jével a főiskolán négy oktatási intézet alakult meg. A Gépgyártástechnológiai Intézet a Gépgyártástechnológiai Tanszék és a Mechanikai Technológiai Tanszék személyi állományának, eszközeinek, helyiségeinek és laboratóriumainak összevonásával szerveződött, szervezeti és működési rendjét pedig az intézet Szervezeti és Működési Szabályzata rögzítette. Az intézetnek, mint önálló szervezeti egységnek elsődleges feladata a hallgatók oktatása, nevelése, a közép- és felsőfokú szakemberek továbbképzése, valamint tudományos kutatómunka végzése volt. Az intézet vállalatokkal, esetenként pedig - a határterületi, illetve a továbbképzési feladatok megoldásában - más intézményekkel is együttműködött.
Az intézet oktató-nevelő és tudományos kutató-fejlesztő munkáját, illetve az ezekkel kapcsolatos szervezési és gazdálkodási feladatait nem önálló szervezeti egységekre (szakcsoportokra) tagozódva végezte, együttműködve a Főiskola többi intézeteivel és szervezeti egységeivel. Az intézet nem önálló egységei (és a hozzájuk rendelt műhelyek és laborok) az alábbiak voltak:
· Fémtani szakcsoport (Metallográfiai, Anyagvizsgáló, Fárasztó-, Hőkezelő- és Hegesztő laboratórium),
· Forgácsnélküli alakítási szakcsoport (Méréselőkészítő, Képlékenyalakítási, Műanyag és CAD számítógép-laboratórium, Szerszámkészítő műhely),
· Szerszámgépek szakcsoport (Szerszámgép- és CAMAC-Laboratórium),
· Gyártóeszközök szakcsoport (Méréstechnikai, Készülék-, Forgácsolás és szerszámai, valamint Érdességmérési és számítógépes laboratórium),
· Forgácsolástechnológiai szakcsoport (Szerszámgépműhely, Szereléstechnológia-laboratórium),
· Intézeti titkárság.
Az Intézetet az Intézeti Tanács, illetve az Intézet igazgatója (Dr. Angyal Béla főiskolai tanár) irányította, az igazgató munkáját az oktatási (Dr. Váradi András főiskolai docens) és a tudományos (Dr. Czinege Imre főiskolai docens) igazgatóhelyettesek segítették. A szervezeti átalakítással egy időben a tantervek korszerűsítésére is sor került. A módosított tanterv a gyártástechnológia szak képzési céljának újrafogalmazására épült, és - az 1983. évi tanterv-korszerűsítési munka eredményeire alapozva - figyelembe vette a Főiskola 2000-ig szóló fejlesztési tervének célkitűzéseit is. A gyártástechnológia szakon belül új ágazatok (Gyártóeszköz-szerkesztő, NC-technológus, Gyártásszervező, Hőkezelő-hegesztő) képzési céljait és tanterveit dolgoztuk ki. Az ágazati tanterv tantárgyai között számos olyan volt, amely a korábbi tárgyak korszerűsítését igényelte, más tantárgyak (pl. Automatizált gyártás) pedig ekkor kerültek be a főiskolai képzésbe.
Az intézet oktatási és kutatási feladatainak jobb ellátására középtávú fejlesztési tervet is készített, amelyben kiemelt szerepet kapott a számítógéppel segített, irányított és integrált gyártás, a robottechnika, a számítógéppel irányított és kiértékelt mérés, a gyártóeszköz-minősítő vizsgálatok stb. A célkitűzések megvalósítása a laboratóriumok és az eszközpark korszerűsítésével járt együtt, elsősorban a korszerű számítógépes alkalmazások területén. A kutatómunka feltételeinek javulása az intézet dolgozói számára lehetővé tette, hogy részt vegyenek a nagyobb kutatási-kísérleti igényű vállalati fejlesztési feladatok megoldásában és az országos szintű, kiemelt kutatási célkitűzések megvalósításában.
A
Főiskolán kialakított intézeti rendszer 1990-ben úgy szűnt meg, hogy helyét
ismét a tanszéki rendszer foglalta el. Ez a szervezeti módosítás ismét új
szakok indításával, teljesen új tantervek kidolgozásával, illetőleg a meglévők
jelentős korszerűsítésével járt együtt. Az új képzési irányok megjelenésével a
tanszék feladatai is módosultak, átértékelődtek, összességében azonban minden
szakon a képzési célnak megfelelő arányt mutatták, a gyártástechnológia
fontosságának megtartása mellett.
Gépgyártástechnológiai Tanszék (1990-1999)
Az 1990 utáni megtorpanást a nappali tagozatos hallgatók létszámának fokozatos növekedése követte, s 1995-re a hallgatói létszám közel megduplázódott az 1990. évi létszámhoz képest. Az oktatói állomány létszáma viszont nem emelkedett, ezért oktatóinkra egyre növekvő óraterhelés jutott. A kilencvenes évektől kezdve előbb a műszaki informatikus, majd a műszaki menedzser képzés beindítása jelentett új és újabb feladatokat. A Tanszéknek kiemelkedő szerepe volt a műszaki informatikus képzés beindításában, mivel a képzés akkreditálása az Intelligens gyártócella szakirányon történt meg.
|
|
|


Az 1996-os tantervreformot követően komoly szakmai kihívást jelentett a posztgraduális képzések kereteiben kidolgozott Termékfejlesztő és Minőségügyi szakirányú továbbképzési szak képesítési követelményei, tantervei. A képzések sikeresen beindultak, és a szakok hallgatóinak oktatását - jelentős óraszámban - Tanszékünk dolgozói látták el.
Erre az időszakra esett az AIFSZ, Akkreditált Iskolarendszerű Felsőfokú Szakemberképzés beindítása is. A gépipari mérnökasszisztensek képzéséhez szintén jelentős műhelyi, laboratóriumi és tantermi óraszámú oktatással járultunk hozzá.
|
|
|


1997-től a gépészmérnöki szakon a Tanszék az új CAD/CAM szakirány gondozója (kibocsátó tanszéke), másrészt jelentős szerepet vállalt a műszaki informatika szakon indult Tervezőrendszerek szakirány oktatásában is. A Gépgyártástechnológiai Tanszék az általa gondozott tantárgyak laboratóriumi háttérigényének magas szintű kielégítésére - támaszkodva a Főiskola ezirányú támogatására - az 1997/98 tanévben jelentős erőfeszítéseket tett a korszerű számítástechnikai infrastruktúra kiépítésére. Beszerzésre került:
- 12 db SGI O2 és 1 db INDIGO2 munkaállomás
teljes körű CAD/CAM-, ipari formatervezési- és virtuális realitás szoftver
környezettel,
- 13 db SGI INDY munkaállomás rendszerszoftverrel
és hagyományos CAD/CAM szoftverrel,
- 4 db PC CAD/CAM szoftverrel,
- 18 db PC (5 db ACADWIN 13 szoftverrel),
- 7 db PC, a CNC-FMS laborban telepítve (4 db SFCAM szoftverrel).
Természetesen a Tanszék más területeken is igyekezett fejlesztéseket végrehajtani, a sikeres FEFA, PFP és OTKA pályázatok segítségével. Ebben az időszakban néhány éven keresztül polgári katonai szolgálatos kollégák segítették munkánkat, többen közülük itt is maradtak, illetve visszajöttek a Tanszékre dolgozni.
A
tanszék vezetését ebben az időszakban Dr. Nagy Sándor (1990-1993) és Dr. Váradi
András (1993-2003) látta el.
Anyagtudományi és Gyártástechnológiai
Intézet „AGI” (2000- )
(Gépgyártástechnológiai Intézeti Tanszék, majd Szakcsoport)
2000-ben három önálló műszaki főiskola (Bánki, Kandó, Könnyűipari) egyesülésével megalakult Budapesti Műszaki Főiskola, amely ismét új helyzetet teremtett. A Bánki Donát Gépészmérnöki Főiskolai Karon létrejött az Anyagtudományi és Gyártástechnológiai Intézet, melynek egyik Intézeti Tanszékeként, majd 2007-től kezdve Szakcsoportjaként dolgoztunk tovább.
2010-től kezdve az Óbudai Egyetem a Budapesti Műszaki Főiskola, illetve a jogelődök, a Bánki Donát Műszaki Főiskola, a Kandó Kálmán Műszaki Főiskola és a Könnyűipari Műszaki Főiskola általános és teljes körű jogutódja.
A Tanszék a 2000-es években jelentős
fejlődés részese lehetett. A nálunk végzett hallgatók vállalatai és a szakmai
együttműködésben érintett cégek (GE, GRUNDFOS, DELPHI, SUZUKI, SANDVIK, ISCAR,
GÜHRING, WALTER, HOFFMANN, FIERS, KNORR-BREMSE, VIDEOTON, EUROFORM, Z-FORM,
NCT, stb.) hathatós támogatásával a szakképzési hozzájárulások lehetővé tették,
hogy komoly gép- és műszerberuházásokat indítsunk el. (Megjegyzés: a
Budapesti Régió nem juthatott EU-s pályázati forrásokhoz, így tanszéki
infrastruktúránkat csak e forrásokból tudtuk megújítani, korszerűsíteni.) A
9-10 éven keresztül 10 - 15 millió Ft beruházási keret segítségével új,
nagyértékű szerszámgépek, műszerek, berendezések, számítógépek kerültek a
Tanszékre, segítve ezzel a korszerű, minőségi oktatást és a kutatást. E folyamat beindításában komoly szerepe volt
Dr. Sipos Sándor tanszékvezetőnek.
|
|
|


Erre az időszakra esett a felsőoktatási képzések teljes átalakítása, az ún. „bolognai rendszer”-re történő átállás, a kredit rendszerű oktatás bevezetése, az új szakok akkreditálása, az új BSc-tantervek kidolgozása, a kapcsolódó tantárgyprogramok, tananyagok kimunkálása és az oktatás megszervezése. A Tanszék oktatói ezen feladatokat is sikeresen végrehajtották.
Az
Intézet igazgatója Dr. Palásti Kovács Béla (2000-2011), igazgató-helyettese Dr.
Czinege Imre (2000-2001), majd Dr. Réger Mihály (2001-20011) lett.
Gépgyártástechnológiai Intézeti Tanszék vezetését 2003-ig Dr. Váradi András,
2003-2005 között Dr. Sipos Sándor, majd 2005 végétől Dr. Mikó Balázs
látta/látja el. 2007. január 1-től az egységes szerkezeti felépítéshez
igazodóan az AGI kereteiben, a Szakcsoportok vezetője egyben intézetigazgató-helyettesi
jogkörrel is rendelkezik.
2011-től az Intézet igazgatója Dr. Réger Mihály, általános helyettese Dr. Palásti Kovács Béla.
A Gépgyártástechnológiai Tanszék/Szakcsoport dolgozói állományának alakulása
A Tanszéken dolgozók létszáma 1969 és 2013 között az alábbi, 1. sz. táblázat szerint alakult:
1. Táblázat Dolgozói létszám
|
Év |
Oktatók+tanárok |
Nem
oktatók |
Óraadók,
másodállásúak |
Összesen |
|
1969 |
12 |
16 |
25 |
28 + 25 |
|
1979 |
24 |
16 |
10 |
40 + 10 |
|
1989 |
22 |
15 |
8 |
37 + 8 |
|
1999 |
13 |
7,5 |
4 |
20,5 + 4 |
|
2009 |
10+2 |
8 |
2 |
20+2 |
|
2013 |
10+6 |
7 |
2 |
23+2 |
A táblázatból látható, hogy a Tanszék főállású oktatógárdájának kiépülésével a külső óraadók, másodállásúak száma fokozatosan csökkent. A Tanszék a 70-es évek közepére, végére érte el a maximális létszámot, amely akkor igen jó kereteket biztosított a minőségi oktatáshoz és a gyakorlati ismeretek átadásához. 1974 - 1976 között például 8 fő új oktató került állományba. Az 1990-ig közel állandó létszám 1995-ig drasztikusan csökkenni kezdett, ami elsősorban a beiskolázott hallgatói létszám fokozatos mérséklődésével, valamint az ország (ezen belül főképpen az ipar) gazdasági visszaesésével volt kapcsolatos. Akkor abban reménykedtünk, hogy az ipar jó teljesítménye majd növeli a műszaki munka presztízsét és anyagi megbecsülését. A kedvezőtlen trend 1995 körül változott meg. A nappali tagozatos hallgatók létszáma jelentősen emelkedett, az oktatói állomány létszáma azonban csak kevéssé változott. Jelentősen növekedett az oktatók óraterhelése és az oktatással kapcsolatos órarenden kívüli elfoglaltsága is. Ez a folyamat részben még ma is fennáll, s több esetben a kreditrendszerű oktatással kapcsolatos létszámnövekedéssel függ össze. A nagy létszámú évfolyamok, kurzusok, a tantárgyak folyamatos halasztása lehetetlenné teszik a hatékonyabb kiscsoportos oktatást, ami sajnos az oktatók-hallgatók közötti emberi kapcsolatok gyengülését is eredményezi.
Az utóbbi tíz évben a Tanszék dolgozóinak létszáma ugyan minimálisan változott, de az elmondható, hogy a fiatalításban és minősítettségben komoly előrelépést tettünk. Oktatóink, dolgozóink átlagéletkora jelenleg 43,5 év, a minősítettség 60%.
Tisztelgünk elhunyt munkatársaink (Oktatók:
Kántor György, Dr. Szanyi László, Zsuffa Lóránt, Dr. Árva János, Dr. Harmat
József, Dr. Dobor Lászlóné, Dr. Nagy Lajos, Dr. Szilágyi László, Dr. Angyal
Béla, valamint Tanszékünk dolgozói: Futó Imre, Illés Lajos, Martin Imre, Posch
György, Simon Kálmán, Szőkéné Jenei Eszter, Vajtai György, Zsámboki Pál, Lóka
József) előtt. Emléküket és példamutató
személyiségüket tisztelettel őrizzük.
A Tanszék/Szakcsoport oktató munkája
A Tanszéken az oktatás személyi és tárgyi feltételeinek fejlesztésénél mindig is alapvető cél volt, hogy az üzemmérnökképzés jól felkészült, korszerű ismeretekkel rendelkező gyártástechnológusok képzésére irányuljon. Ennek érdekében a Tanszék fejlesztését az ipar igényei és a felügyeleti szervek támogatása határozta meg. A szaktárgyak oktatása mellett rendszeressé vált a szakirányú tanfolyamok szervezése, 1986-tól pedig a végzett üzemmérnökök szakirányú továbbképzéséről (végül pedig a szaküzemmérnöki oklevél megszerzéséről) is gondoskodtunk.
A Gépgyártástechnológiai Tanszék/Szakcsoport a Bánki Kar valamennyi szakán, ágazatán és tagozatán végez oktatási tevékenységet. 1985-ig Tanszékünk a kihelyezett tagozati képzésben (Kaposvár, Miskolc, Székesfehérvár), illetve folyamatosan a jelentős hallgatói létszámú esti-, majd levelező tagozatos képzésben is részt vesz. Az oktatott tantárgyak keretében a hallgatók megismerkedtek az ipari termelésben és az üzemi gyakorlatban alkalmazott megmunkálási módokkal, a korszerű technológiai eljárásokkal, a szerszámokkal, a készülékekkel, a gépipari méretellenőrzés módszereivel és eszközeivel. Foglakoztak továbbá a gépek, berendezések, műszerek működési elveivel, szerkezeti felépítésükkel, valamint a gyártástechnológiai folyamatokban való felhasználásukkal.
A Tanszék személyi állománya mindig megfelelt mindazon elméleti és gyakorlati feltételeknek - képzettség, összetétel, üzemi és felsőoktatási gyakorlat, tudományos munka -, amelyek az oktatási-nevelési feladatok kiemelkedő színvonalú ellátásához szükségesek. Az oktatók szakmai (üzemi) gyakorlata és tapasztalatai nemcsak a mérnökképzésben rendkívül fontosak, hanem a kutatási feladatok elvárt színvonalú megoldásában is.
Az oktatómunka egyik legfontosabb tartalmi eleme tananyagaink fejlesztése, modernizálása. Ez a tevékenység nem kizárólag a tantervek időszakos felülvizsgálatával kapcsolatos, hanem olyan folyamatosan végzendő, kiemelkedő jelentőségű feladat, amely a tantárgyprogramok időnként esedékes felülvizsgálatát és aktualizálását követeli meg. Ezzel függ össze az is, hogy tantárgyainkhoz viszonylag kevés a rendelkezésre álló korszerű, nyomtatott, saját kiadású jegyzet. Nehezíti helyzetünket az is, hogy a tantárgyainkra vonatkozó szabványok, előírások és jelölések gyakran változnak. A jegyzeteket átmeneti ideig rövid, tömör útmutatók, segédletek és előadásvázlatok, elektronikus tananyagok (ppt, pdf) pótoljuk. Fontos feladatunk, hogy az új tantervekben szereplő tárgyainkhoz mielőbb elkészüljenek a szükséges nyomtatott vagy elektronikus jegyzetek, segédletek, útmutatók.
· Oktató munkánkban egyre szélesebb körben mutatjuk be és használjuk fel az ipari gyakorlat legkorszerűbb eredményeit, tapasztalatait és módszereit;
· az oktatás hatékonyságának növelésére a legkorszerűbb audiovizuális eszközöket, számítógépes módszereket és demonstrációs programokat használjuk fel;
· a hallgatói foglalkozások jelentős hányadánál biztosítjuk a hallgatók önálló gyakorlati munkavégzését. Felügyelet mellett, de önállóan végzik a különböző megmunkálásokat, a mérések összeállítását, feldolgozását és kiértékelését;
· 1984 óta folyamatosan fejlődött a tanszék számítógépekkel való ellátottsága. A tanszék ma három korszerű számítógépes laboratóriummal szolgálja az oktatást, kutatást.
1997-ben a Tanszék - az ipar elvárásaival és a hallgatói érdeklődés módosulásával összhangban - kidolgozta a gépgyártástechnológia szakirányt felváltó CAD/CAM szakirány képzési célkitűzéseit és oktatási programját. Ennek keretében olyan gépészmérnökök képzését végezzük, akik " képesek lesznek bekapcsolódni napjaink számítógépes módszereken alapuló mérnöki munkájába, megismerik és eredményesen használják fel annak rohamosan bővülő eszközrendszerét; olyan szakemberek képzésre törekszünk, akik egyaránt jártasak a technológiai eljárások kiválasztásában és megtervezésében is." A szakirányon folyó képzés jártasságot nyújt az alakító- és forgácsolótechnológiai eljárások, a korszerű gyártóberendezések és gyártóeszközök számítógéppel segített kiválasztásában, tervezésében, valamint a különböző integráltsági szintű gyártórendszerek üzemeltetésében és felügyeletében. A termelési folyamatra vonatkozó ismeretek révén hallgatóink alkalmassá válnak a vállalati minőségügy feladatainak megoldására, a gépipari termékek minőségének tervezésére és fejlesztésére, továbbá a minőségbiztosítás területén alkalmazott újszerű módszerek és technikák felhasználására."
A Gépgyártástechnológiai Tanszék a gépészmérnöki szakon korábban a gépgyártástechnológia, jelenleg pedig a CAD/CAM/CNC szakirány gondozója (kibocsátó tanszéke), de részt vesz a gépészmérnöki szakon valamennyi szakirány, illetve valamennyi (tehát a mechatronikai mérnöki, biztonságtechnikai mérnöki, a műszaki menedzser és a mérnöktanár) szak képzésében is. A Tanszék mai, szerteágazó oktatási feladatait, tantárgyait és a más tanszékekkel közösen végzett képzés területeit a 2. sz. táblázat mutatja be.
A Tanszék jelentős energiát fordít az üzemi gyakorlatok megszervezésére. Sajnos azok az ipari vállalatok, amelyek régebben jelentős létszámban fogadták hallgatóinkat, vagy megszűntek/átalakultak, vagy pedig fogadókészségük jelentősen lecsökkent. Jóllehet a hallgatók egyéni elhelyezkedésének lehetővé tétele enyhíti gondjainkat, azonban az üzemi gyakorlatok szakmai hatékonysága sok esetben nem elégíti ki elvárásainkat, és nem hasonlítható a Tanszék által korábban szervezett, irányított és ellenőrzött gyakorlatok eredményességéhez és kihasználtságához.
A Tanszék elsősorban a CAD/CAM/CNC szakirány hallgatóinak ad ki szakdolgozati témákat (2012/13. tanévben nappali tagozaton 56 főnek, levelező tagozaton 41 főnek), de évente 6 - 10 fő más szakos/szakirányos hallgató is Tanszékünk konzulenseivel készíti el szakdolgozatát. A vállalatoktól, cégektől beérkező témák kiírásakor olyan gyakorlati feladatok megfogalmazására törekszünk, amelyek kidolgozásuk után hasznosulnak is. A beadott szakdolgozatok elbírálását - üzemi szakemberek bevonásával - szintén tanszékünk szervezi. Napjainkban különböző cégek, egyesületek, alapítványok pályázatok kiírásával támogatják az új és/vagy azonnal hasznosítható eredményeket, módszereket tartalmazó szakdolgozatok készítését. Tanszékünk évről-évre 3-6 dolgozattal vesz részt a pályázaton, ahol hallgatóink eredményesen szerepelnek.
A tudományos diákköri tevékenység
támogatását Tanszékünk a színvonalas mérnökképzés érdekében kifejtett, nagyon
fontos oktató-nevelő tevékenységnek tekinti. A TDK-munka személyi és tárgyi feltételei adottak, ezért az
érdeklődő, legjobban felkészült hallgatóink tanszéki konzulenseik támogatásával
bővíthetik szakmai ismereteiket, tapasztalataikat. E tevékenység elsődleges
célja a tanulmányokat meghaladó ismeretek megszerzése és elmélyítése, a
problémafeltáró- és –megoldó készség kialakítása és fejlesztése, a kísérletek
megtervezésének, számítógépes kiértékelésének és elemzésének elsajátítása. Az
évente sorra kerülő házi TDK-konferenciákon általában 5 - 8, a tanszék által
felkészített hallgató mutatja be munkáját. A kétévenként sorra kerülő országos
konferenciák műszaki szekcióiban Tanszékünket átlagosan 3 - 4 hallgató
képviselte, s a magas színvonalú versengésben jó eredményeket értek el,
alkalmanként 2 - 3 díjat szereztek.
A Tanszék oktatási feladatainak régóta meghatározó része a posztgraduális (szakmérnöki és tanfolyami) képzés. Az 1990-es évek közepén dr. Jezsó László munkája során alakult ki az a modulrendszerű képzés, amely a klasszikus tárgyakhoz hasonlóan elméleti és gyakorlati ismeretanyagot tartalmazó, oktatási modulokból épült fel. A képzési program keretrendszere a hagyományos felsőoktatási gondolkodásban tulajdonképpen szaknak felel meg, de a különbözőség hangsúlyozása miatt célszerűen más megnevezést használtunk. Az egyes meghirdetett modulok egymásra építve lehetővé tették, hogy segítségükkel befejezett szakirányú továbbképzést, illetőleg oklevéllel bizonyított szakmérnöki képesítést lehessen szerezni. Ha a szakirányú továbbképzésben részt vevő hallgató legalább 60 kreditpontot összegyűjtött az elévülési időn belül (jelen esetben: 4 év), akkor a végzési szakiránynak megfelelően abszolutóriummal zárhatta tanulmányait. Ez feljogosította arra, hogy szakdolgozatot készítsen, majd vizsgabizottság előtt záróvizsgát tegyen. Hallgatóinknak a beiratkozáskor kellett a továbbképzés célját meghatározniuk. Szakmérnöki képesítés Termékfejlesztő, Minőségbiztosítási és Műszaki menedzser szakterületen volt megszerezhető. Minden modul egységesen 12 kredit pontot ért. A modul sikeres elvégzését bizonyító oklevelet az intézmény akkor adta ki, ha a hallgató - a modul kiírásának megfelelően - a tudás elsajátítását igazolta.
Azóta a szakirányú továbbképzések keretei megváltoztak, így a jelenlegi képzési és kimeneti követelmények szerint az alábbi képzéseket végezzük, illetve felügyeljük:
A Minőségbiztosítási szakmérnök/szakember képzés négy féléves kiméretben történik. A cél olyan szakmérnökök képzése, akik az "előírt elméleti és gyakorlati alapok elsajátításával képesek arra, hogy tudásukat a vállalati minőségügy, ezen belül is elsősorban a termékelőállítás (minőségtervezés, minőségfejlesztés, minőségbiztosítás, minőségszabályzás, ellenőrzés) területén hasznosítsák, valamint - a minőségügyi technikák és menedzsment módszerek ismeretében - a vállalati minőségügyi rendszert üzemeltessék és vezessék," Az alapismeretek (Matematikai statisztika, Informatika, Minőség és megbízhatóság) mellett kellő időt fordítunk a szabványosítási és jogi ismeretekre is. A minőségügyi szaktárgyak (Minőség-szabályozás és módszerei, Minőségjavítás és folyamatfejlesztés, Ellenőrzéstechnika, Minőségmenedzsment) körét szakmaspecifikus tantárgyak (Piac- és technológiahelyes konstrukció, Anyagminősítés és a beszállított termékek minőségbiztosítása, Gyártóeszközök minőségbiztosítása) egészítik ki. Az önköltséges szakmérnöki képzés évek óta sikeresen, nagy hallgatói érdeklődés mellett folyik. A képzést 1999 decemberében az Európai Minőségügyi Szervezet Magyar Nemzeti Bizottságának (EOQ MNB) Szakembertanúsítási Szakbizottsága EOQ Minőségügyi Rendszermenedzser képesítésre jogosítónak ismerte el. A képzés gyakorlatai (REM, QFD, FMEA, HACCP, SPC, SQC, mérőeszköz-felügyelet, mintavételes ellenőrzés, stb) a GGYT laboratóriumaiban valósulnak meg. Ez évben például 21 fő elsőéves és 22 fő másodéves hallgató folytatja itt tanulmányait. A képzés megszervezésében és folyamatos szinten tartásában Dr. Harmath József(†) és Galla Jánosné kolléganőnk elévülhetetlen érdemeket szerzett.
A Bánki Kar vezetősége a 2006-os Bánkis Hagyományörző Nap eseményei után, melyen egy Ford T-modell volt az egyik kiállítási tárgy, kezdett el azon gondolkodni, hogy a kar szerezzen meg egy olyan emblematikus tárgyat, mint Óbudán a Kandó mozdony. Az említett Ford T-modell adta az ötletet, hogy az intézmény jogelődjének kiemelkedő munkásságú hallgatójához – Galamb Józsefhez – köthetően egy Ford T-modellt a kar aulájában állítson ki. Az elgondolást tett követte, és sikerült hozzájutni egy viszonylag jó állapotú és dokumentált előéletű T-modellhez. A kar oktatói és hallgatói nekiláttak az állapotfelméréshez és a jármű restaurálásához. Az eredmény a földszinti aulából nyíló emlékszobában megtekinthető!
|
Bánkis Ford T-modellek – 1922
és 1929 |



A munka során tapasztaltuk azt, hogy annak ellenére, hogy sok magyarországi cég foglalkozik veterán-gépjármű felújítással és restaurálással, az egységes szemléletű egyeztetett képzés sehol nincs megszervezve. E gondolat indította kollégáinkat arra, hogy kari és intézményi összefogással a Veterángépjármű restaurátor szakirányú továbbképzés indítását megszervezzék, a képzés tantervét és egyéb dokumentumait kidolgozzák. A szak, képzési célja olyan szakemberek kibocsátása, akik képesek:
· a megőrzendő értékek minőségének definiálására és nagy biztonsággal való felismerésére,
· a szakmai ismeretanyag folyamatos bővítésére, ezek alkalmazhatóságának kritikus vizsgálatára, az autentikus módszerek etikus helyettesítésének eldöntésére,
· szakmai egyeztetések megszervezésére és lebonyolítására, munkaterv és program készítésére, annak végrehajtására, illetőleg a végrehajtás megszervezésére és irányítására.
A szak létesítésére és a képzési program kidolgozására a Magyar Veteránautós és Motoros Szövetség támogatásával, széleskörű szakmai együttműködéssel került sor. A képzés Hervay Péter irányításával 2010 óta sikeresen folyik, - töretlen érdeklődés mellett.
Balázs Imre kollégánk - ma már nyugdíjasként - 1972 óta megszakítás nélkül szervezi sikeresen a Műanyagfeldolgozó szerszámok tervezése és gyártása továbbképző szaktanfolyamot. A tanfolyamra folyamatos igény van, amelyhez a kisebb szerszámgyártó vállalkozások is jelentősen hozzájárulnak - elsősorban a képzésre bekapcsolódó munkatársakkal.
A Tanszék/Szakcsoport laboratóriumai
A Tanszék oktatási profilja – mint ahogy már
bemutattuk – alapvetően négy tárgykör köré csoportosul:
· Forgácsoló gyártási eljárások, azok szerszámai, szerszámgépei, technológiái,
· Számítógéppel segített alkatrész- és gyártástervezés,
· CNC-technológia és CAM-rendszerek alkalmazása,
· Gépipari méréstechnika és minőségbiztosítás.
Az oktatatott tantárgyak valamennyi szakon
megjelennek, azonban döntő részben a gépészmérnöki BSc képzés CAD/CAM/CNC
szakirányához kapcsolódnak. Más szakokon és szakirányokon a tantárgyak száma
kevesebb, azonban az együtt oktatott hallgatói létszám nagyobb.
Tantárgyaink oktatásában nagy hangsúlyt fektetünk
a gyakorlati demonstrációkra, illetve a megfelelő gyakorlat megszerzésére, az
eszközök, berendezések használatának elsajátítására. Ezért a laborgyakorlatok
nem szorítkoznak pusztán bemutatásra, a konkrét munkavégzésen túl az ipari
feladatok megoldásával is meg kell ismertetnünk hallgatóinkat. Be kell tudnunk
mutatni, hogy egy ipari feladat megoldása során miként kapcsolódik egymáshoz az
egyes laborok tevékenysége (tervezés – gyártás – ellenőrzés). Végzős
hallgatóink elhelyezkedése szempontjából elengedhetetlen a gyakorlati ismeretek
magas szintű elsajátítása. Ez az a terület, amelyet még tovább erősítve
jelentős előnyt tudunk elérni a felsőoktatási intézmények képzési kínálatának
palettáján.
A gyakorlati
képzést alapvetően három meghatározó labor támogatja:
·
CAD/CAM labor
·
Földszinti Gépműhely (FMS-laborral
kiegészítve)
·
Hosszméréstechnikai labor
Ezeket egészítik ki a különböző rendeltetésű
egyedi mérőhelyek (E-laborok), ahol osztott csoportos foglalkozások tarthatók:
Topográfiai labor, Tribológiai vizsgáló, Érdességmérés, 3D-szkenner.
CAD/CAM labor
Labor felszerelése:
· 19+1 számítógépes munkahely,
· CATIA v5R19 CAD/CAM rendszer,
· Technomatics programcsomag,
· Dimension BST 768 3D-s gyors prototípus-nyomtató,
· Roland LPX-250 3D Laser scanner,
· ISEL ICV 4030 CNC marógép.
A CAD/CAM labor célja a számítógéppel segített
tervezés és gyártás gyakorlati oktatásának megvalósítása. Az oktatás gerincét a
CATIA v5 rendszer adja. A teljes tervezési folyamat bemutatására 3D-s scanner
és gyors prototípusgyártó berendezés áll rendelkezésre. A CAM- rendszerrel
elkészített programok a labor és a Gépműhely CNC-gépein végrehajthatók.
A szakdolgozati konzultáció, illetve megvalósítás
területén is komoly feladat hárul a laborra. Kutatási szempontból a labor
jelentősége elsősorban az alkalmazásorientált kutatásokban van, valamint ipari
megbízások elvégzésére is alkalmas. CATIA CAD/CAM oktatás, tervezési
munkák, prototípus-nyomtatás, 3D szkennelés, szilikon öntőminta készítés
tartozik a laborban megoldható feladatok közé.
A CAD/CAM laborban folyó aktuális, ill. tervezett kutatási témák:
· CAM rendszerek alkalmazása,
· Gyors prototípusgyártás alkalmazási lehetőségei,
· Szilikon öntőminták készítése,
· Felületek 3D-s szkennelésének folyamata.
Gépműhely
Labor
felszerelése:
· CNC-esztergák: Dugard Eagle BNC-1840 (2008), Colchester
Tornado A50 NC (2006), EuroTurn
12B (2005), MAZAK SQT 10 MS (1996),
· CNC-marógépek: Mazak A410-II (2008), MSN 500, FEHLMANN Picomax 100 (1980,
vezérlés cseréje: 2007),
· Elbo Controlli Hathor szerszámbemérő
készülék (2009),
· Hagyományos (30-40
éves) szerszámgépek: 7 db egyetemes eszterga, 3 db marógép, palástköszörű,
síkköszörű, gyalugép, tömbszikraforgácsoló gép, vésőgép, lefejtő marógép,
sugárfúrógép, oszlopos fúrógépek, keretes szalagfűrész,
· Kistler forgó erőmérő
berendezés, Kistler erőmérőpad kiértékelő
szoftverrel,
· Sztereomikroszkóp kamerával,
kiértékelő szoftverrel,
· Minimálkenéses
készülék, hidegzsugor szerszámbefogó berendezés.
|
|
|


A gépműhely alapfeladata a forgácsoló eljárások
jelenségeinek laboratóriumi mérése, a szerszámgépek bemutatása, az CNC-
programozás gyakorlati oktatása és a gépműhelygyakorlatok megvalósítása.
A szakirányú képzettséggel nem rendelkező (pl.
gimnáziumban végzett) hallgatók két féléves gépműhelygyakorlaton szereznek jártasságot
a gépek kezelésében. A gyakorlati képzés igényeinek kielégítése itt jelenik meg
leglátványosabban, egyrészt a nagy hallgatói létszámok (gépész és mechatronika
BSc), másrészt a mérnökasszisztens képzés nagy óraszámai miatt.
A gépműhelyben ugyanakkor jelentős kutatási munka
is folyik: a szerszámok teljesítőképességi és munkadarabok forgácsolhatósági
vizsgálatának kísérletek szakasza a műhelyi környezetben valósul meg.
A műhely alkalmas az ipari partnerek
alkatrészgyártási feladatainak megoldására is, azonban az oktatási feladatok
elsőbbsége miatt mind a határidőben, mind az egyetemen érvényes gazdasági
szabályok okán nehéz versenyképesnek lennünk.
Az utóbbi években a műhely gépparkja folyamatosan
fejlődött - főként a szakképzési hozzájárulásoknak köszönhetően.
A Gépműhelyben folyó aktuális illetve tervezett kutatási témák:
· új típusú, bevonatos forgácsoló szerszámok vizsgálata,
· precíziós- és keményesztergálás, esztergaszerszámok kopásjelenségei,
· gyorsított éltartamvizsgálat a szerszám kopási folyamatának
modellezésével,
· menetfúró, menetmaró szerszámok vizsgálata,
· környezetbarát forgácsolás: minimálkenés és/vagy hűtött levegő
alkalmazásának vizsgálata,
· szikraforgácsolt felületek vizsgálata,
· különleges mozgásciklusok megvalósítása CNC megmunkálóközponton.
Hosszméréstechnikai labor
Labor felszerelése:
· Mitutoyo BX 303 3D mérőgép (1998),
· Romer MultiGage
koordináta mérőkar,
· Mahr Helio-Scope 750
tengelymérő berendezés,
· Mitutoyo PJ-H3000F profil projektor (2006),
· Mitutoyo SJ-301 Surftester (127.
szoba) (2007),
· Perthometer Concept-2D, 3D
felületvizsgáló berendezés (142. szoba),
· Tribológiai, súrlódásos
kopásvizsgáló berendezés (133. szoba),
· SPC labor: 6 számítógépes munkahely,
digitális mérőeszközök, szoftverek: HNS SPC, qs-stat,
Minitab, Process Model (fejlesztés 2009),
· Manuális mérőeszközök,
· Mérőmikroszkóp, körkörösség vizsgáló
berendezés, hosszmérő gép, fogaskerék összegördítő berendezés, hordozható mobil
mérőkar.
|
|
|



A hosszméréstechnikai labor feladata a gépipari
méréstechnikával kapcsolatos gyakorlati ismeretek oktatása. Ez az ismeretanyag
négy területet ölel fel. Az első az alapvető hosszméréstechnikai eszközök
alkalmazása (tolómérő, mikrométer, fogaskerék-mérések, mérőmikroszkóp stb.), a
második a felületi érdesség méréséhez kapcsolódó ismeretek, harmadik a
koordináta méréstechnikai ismeretek, a negyedik az SPC-ismeretek oktatása.
Jelen kiépítésében az SPC-labor egyedülálló a
felsőoktatási intézmények között, korszerűségének és széleskörű használatának
fenntartása fontos feladat, mind a BSc képzés, mind a Minőségbiztosítási
szakmérnökképzés szempontjából.
Kutatási szempontból a labor több lehetőséget
rejt magában. A felületi mikrogeometria és topográfia meghatározásához és a felületek
tribológiai viselkedéséhez kapcsolódó kutatások már tradicionálisnak
tekinthetők. E területhez tartozik a BME-vel való szoros kutatási
együttműködés, OTKA témák sikeres megoldása, valamint több PhD téma kidolgozása
és sikeres megvédése.
Az SPC laborhoz kapcsolódó matematikai modellek
fejlesztése szintén perspektivikus terület.

A hosszméréstechnikai (és E) laborban folyó aktuális illetve tervezett
kutatási témák:
· Műszaki felületek mikrotopográfiai jellemzői,
· Ökoszisztéma klímaszabályozó hatásának vizsgálata szimulációs
kísérletekkel,
· Kockázatelemzés az információbiztonságban,
·
Különböző anyagú és megmunkálású alkatrészfelületek
tribológiai vizsgálata és elemzése – különös tekintettel a működési
viselkedésre,
·
Adott forgácsolási
folyamat során végbemenő kopásjelenségek és kölcsönös egymásra hatásuk
(munkadarab - szerszám) vizsgálata a valóságos felületi textúra kialakulása szempontjából,
·
Különböző eljárásokkal
és paraméterekkel előállított felületek leképezése / letapogatása, 2D-s és 3D-s
mikrogeometriai paraméterek meghatározása, összehasonlítása,
·
Összehasonlítás a
„tapintótűs letapogatással” kapott térbeli felületek és az elektronmikroszkópos
(SEM) felvételek között,
·
A felületi
mikrotopográfia kialakulása, változása és fő jellemzői a különböző
megmunkálások folyamatában.
A Tanszék/Szakcsoport kutató-fejlesztő tevékenysége
A Tanszék alapfeladataihoz tartozik a képzési szakiránnyal, az oktatott tantárgyakhoz kapcsolódó tudományágakkal összefüggő kutató-fejlesztő tevékenység. Ez a munka a főiskolává válással egyidejűleg kezdődött meg és - a körülményektől függően, de egyre növekvő intenzitással és eredményességgel - folytatódik. A kutató-fejlesztő munka főbb célkitűzései a következők:
· a tanszéki dolgozók szellemi kapacitásának kihasználása,
· az oktatók minősítettségi fokának emelése (PhD dolgozatok sikeres megvédése),
· az üzemi gyakorlatban hasznosítható eredmények elérése,
· az oktatás szakmai színvonalának emelése,
· részvétel a tudományos közéletben. Ez részben a különböző hazai és külföldi szakmai konferenciákon előadások tartásával, a szaklapokban megjelenő cikkek írásával és a hazai szakmai bizottságok és egyesületek munkájába való bekapcsolódással valósul meg,
· a tanszék gép- és műszerparkjának bővítése és korszerűsítése.
a) K + F tevékenység 1970 - 1990 között
A tanszék 1970 óta végez kutató-fejlesztő tevékenységet. Ennek célját és jellegét egyrészt országos vagy ágazati célprogramok, illetőleg állami megbízásos szerződések jelölték ki. A munkák másik csoportját a saját kezdeményezésű, TUKUFA támogatású témák kidolgozása jelentette. Szerteágazó fejlesztési feladatokat oldottunk meg vállalati és intézeti megbízások (szerződéses munkák) alapján is. Az utóbbiak a technológia korszerűsítését, az export növelését, az import kiváltását, eszközök és berendezések tervezését és kivitelezését, továbbá különleges gyártási feladatok megoldását jelentették.
1978 és 1980 között a K-6 jelű, a "Gépgyártástechnológia kutatásfejlesztése" című országos célprogram keretében az alábbi témák kidolgozásában vettünk részt:
· Alakos felületek finomfelületi megmunkálása hagyományos és szuperkemény szemcsés abrazív szerszámokkal.
· Szuperfiniselési technológia továbbfejlesztése új típusú szerszámok alkalmazásával.
· Egyetemes, többmérőhelyes kézi, félautomata és automatikusan dolgozó mérőkészülékek kifejlesztése, pontossági kísérletek végzése mikroszámítógép alkalmazásával.
· A fogaskerékgyártás fejlesztése. Ezen belül kísérleti adatgyűjtés hengeres fogaskerekek borazon szemcsés szerszámmal történő köszörülésével, valamint a nagy teljesítményű szerszámok minősítése.
· A műanyagok forgácsolhatóságának vizsgálata.
· Közreműködés a forgácsolástechnológiai adatbank megalapozásában.
Szintén 1978 - 1980 között dolgoztuk ki a "Csigafúró szerszámok forgácsoló-képességének meghatározása, optimális fúrási technológia kidolgozása" című, az Oktatási Minisztérium által támogatott OK-2 jelű témát. Ezen sikeres fejlesztőmunka eredményeként, ipari bázisvállalatra (Magyar Acélárugyár) építve és az Ipari Minisztérium (IpM) finanszírozásával dolgoztuk ki a "Csigafúrók automatikus minősítése" című témát 1980 és 1985 között. Az IpM megbízásából, a K-6 jelű célprogram keretében ezzel párhuzamosan (1980 – 1985 között) egyszerre két nagy kutatásfejlesztési feladatunk volt:
· "Csigafúrók éltartam- és gazdaságos gyártási módszereinek vizsgálata, optimális forgácsolási adatok meghatározása az adatbank számára", és a
· „Köszörüléstechnológia fejlesztése" című témák.
A felsorolt munkák színvonalas kidolgozását nagyban segítette az 1979 -1981 közötti időszakban elvégzett, saját kezdeményezésű "CAMAC folyamatirányító-, mérésadatgyűjtő- és feldolgozórendszer kifejlesztése" című kutatási munka.
A nagyvállalatokkal kialakított szoros szakmai együttműködés keretében került sor többek között a Csepel Autógyár megbízásából a ,,069 típusú szervokormány gyártástechnológiájának felülvizsgálata a selejtképződés csökkentése céljából" és a "CUMMINS motorok gyártástechnológiájának korszerűsítése" című témák kidolgozására, a Csepeli Szerszámgépgyár megbízásából pedig a Yasda megmunkálóközpont egyes szerkezeti elemei gyártásának felülvizsgálata", illetve az "Új fúrógépcsalád kifejlesztése" című szerződéses munkák megoldására.
b) K + F tevékenység 1990-2000 között
A kutatásfejlesztést 1990-ig pályázatokon elnyert pénzekből, illetőleg közvetlenül a vállalatokkal kötött szerződések keretében valósítottuk meg. Az utóbbi munkák eredményei a megbízó cégeknél hasznosultak. A sikeres K + F tevékenység konkrét, számszerűsíthető eredményei az alábbiak voltak:
· jól szolgálta oktatóink szakmai fejlődését és különböző tudományos fokozatok elérését.
Ennek eredményeként három kandidátusi disszertáció sikeres megvédésére és 11 egyetemi doktori cím elérésére került sor.
· meghatározó szerepe volt a tanszéki eszközállomány korszerűsítésében és bővítésében.
Ennek keretében tudtuk kialakítani CNC-vezérlésű gépparkunkat (Fehlmann P-l00 koordináta fúró-marógép, MSN 500 szerszámmarógép, EEN 320 esztergagép), illetve ennek keretében került hozzánk az S6P típusú felületvizsgáló nagyműszer, a Mitutoyo cég 3D mérőgépe stb.
1990 óta a vállalati megbízások száma drasztikusan megváltozott. Az ipari rendszerváltással párhuzamosan a vállalkozások fejlesztési igénye lecsökkent, a korábbi években feladatot adó nagyvállalatok (Csepel Autógyár, Csepeli Szerszámgépgyár stb.) gazdasági helyzete megrendült. Központi forrásból egyre nehezebben lehet fejlesztési pályázati pénzeket szerezni.
Fokozatosan előtérbe kerültek az önálló kezdeményezésű kutatások, amelyekhez - szerencsés esetben - sikerült fejlesztési pénzforrást is találni. A teljesség igénye nélkül a 90-es években az alábbi kutatási témákban folyt K + F tevékenység:
· A felületi topográfia 3D-s vizsgálatának, kiértékelési technikáinak kidolgozása a megmunkálás során kialakuló felületek, illetve az egymással kapcsolódó felületpárok tribológiai kölcsönhatásának elemzésére (OTKA T 02117).
· Korszerű konstrukciójú és anyagú szerszámok forgácsolóképességének minősítése.
· Mesterséges intelligencia alkalmazása a technológiai folyamatok tervezésében.
· Minőségképességi vizsgálatok és a Statisztikai Folyamatszabályozás módszereinek továbbfejlesztése szakma-specifikus követelmények alapján.
· A számítógépes mérnöki tervezés eljárásainak rendszere termékmodellezésre, valamint szimultán és kollaboratív elvekre épülő rendszerben.
· Technológiai folyamatok modellezése generikus, a modell kiértékeléséhez szükséges ismereteket tartalmazó, Petri hálós ábrázolású modellentitások alkalmazásával.
· Tervezői szándék ábrázolása termékmodellekben és a kollaboratív információ-cserében (OTKA T 026090).
· Tervezői szándékot és tapasztalatot leíró ismereteket kezelő eljárások hozzákapcsolása professzionális CAD/CAM-rendszerekben kidolgozott termékmodellekhez.
· A CAD/CAM szakirány oktatási feltételeinek javítása (PPP 0158/1998).
A Tanszék üzemeltette az akkori Műszaki Tervezőrendszerek Laboratóriumot, amely 1993-ban jött létre a fejlett számítógépes CAD/CAM-technológia meghonosítására, művelésére és kabinetrendszerű oktatására. Több összehangolt FEFA-program és a hardver-szoftver rendszert szállító vállalatok támogatása révén, szakterületén akkor a legjobban kiépített felsőoktatási laboratórium volt Közép-Kelet-Európában. A laboratóriumban 26 darab Silicon Graphics gyártmányú RISC munkaállomáson történt a CAD/CAM-rendszerek, mint a felhasználó igénye szerint fejleszthető, kiterjedt funkcionalitású alkalmazási rendszerek oktatása és kutatása. Hasonló fejlettségű volt akkor a kapcsolódó szoftvertechnológia oktatása, beleértve a UNIX, az Xwindow, a Motif, az Open GL, a C fejlesztő, a videokonferencia- és a háromdimenziós annotációs rendszereket. Az Euclid, a Catia és az Alias-Wavefront, a Solid Edge és a Systus+ rendszerek a teljes laboratóriumban egyidejűleg üzemeltethetők voltak, míg az I-DEAS és a Solid Designer rendszerek egy-egy példányban álltak rendelkezésre. A laboratóriumban a hallgatók projektekben, csoportmunkában dolgoztak. Az erős elméleti és módszertani alapokra épülő konkurens tervezési program a teljes körű modellalapú mechanikai és technológiai tervezésen felül kiterjedt az ipari formatervezésre, az animációra, a virtuális realitásra és a nyitott felületen keresztül végzett objektumorientált rendszerfejlesztésre. Az oktatáshoz céljához igazított programban folyt a hagyományos és a legújabb módszerek oktatása, magyar és angol nyelven. A laboratórium kétirányú kapcsolatban volt a tanszék CNC-szerszámgépeivel, ugyanis nem csupán DNC-rendszer épült ki, hanem a háromdimenziós digitalizáló rendszer és ennek a modellező rendszerekkel való kapcsolata is.
A tanszéki szerszámgéppark fejlesztésében kiemelkedő eseménynek számított, hogy 1995-ben a Budapesti Politechnikum pályázat útján elnyert pénzéből Tanszékünk Gépműhelyében állítottuk fel a MAZAK QuickTurn 10MS gyártócellát. Az igen korszerűnek számító berendezést eredményesen tudtuk hasznosítani a műszaki informatika szak intelligens gyártócellák szakirányon folyó oktatásában, a gépész szak CAD/CAM szakirány hallgatóinak képzésében, valamint a vállalati megrendelésre történő gyártási feladatoknál is.
c) K + F tevékenység 2000-2013 között
A gépgyártástechnológiai kutatások területén a Tanszéken komoly hagyományok és tapasztalatok halmozódtak fel. A Tanszék munkatársai rendszeresen közreműködnek hazai és külföldi nemzetközi konferenciákon előadóként, felkért előadóként, szervezőbizottsági tagként. Részt vállalunk a CEEPUS programban, a hazai társintézeteken kívül szoros munkakapcsolatot tartunk fenn a hazai és külföldi szerszámgyártó cégekkel, a kassai és a zlini egyetem munkatársaival. Ez utóbbiakat TÉT együttműködési szerződés is támogatja.
A kutatás és kísérleti fejlesztés legfontosabb területei az alábbiak:
A felületi mikrogeometria/mikrotopográfia kiértékelési technikáinak vizsgálata, a
kapcsolódó felületpárok mikrotopográfiájának kölcsönhatása különböző kopási
folyamatokban (Témavezető: Dr. Palásti Kovács
Béla, CSc)
A kutatás-fejlesztés 1975-től folyamatos: 1998 – 2001
között OTKA T026117, 2003 – 2006 között a BME Gépszerkezettani Intézetével
közös T 043151 OTKA kutatás, napjainkban pedig a
TÁMOP-4.2.1.B-11/2/KMR-2011-0001 Kritikus infrastruktúra védelmi kutatások
projekt keretében. Az egymással kapcsolódó, működésben résztvevő gépalkatrészek
felületi topográfiájának mélyreható megismerése napjaink alap- és alkalmazott
kutatásainak fontos területe. A megismerésből származó következtetések
visszahatnak a felületek előállításával kapcsolatos gyártásfejlesztési feladatokra,
a topográfiai jellegzetességek matematikai, számítástechnikai feldolgozhatósága
pedig a felületek érintkezési viselkedésében (pl.: gyógyászat, műszaki-villamos
érintkező felületek, álló, ill. egymáson csúszó fém-fém és fém-kompozit
felületek) és a tribológiai kutatásokban játszik kiemelkedő szerepet. Egyetemi
és főiskolai összefogással megteremtettük a hazai 3D-s felületmérés korrekt,
nemzetközi színvonalat is kielégítő méréstechnikai, matematikai és
számítástechnikai hátterét, továbbá a kapcsolódó felületpárok tribológiai
viselkedésének kísérleti vizsgálati lehetőségét, a kopási folyamat számítógépes
on-line követését.
Napjainkra az egy-két jellemző paramétert (Ra, Rz)
mérő 2D-s analóg műszereket felváltotta a teljes paraméterválasztékú számítógépes
kiértékelés, majd a 3D-s feldolgozás, melynek révén számos új kutatási irány
nyílt meg. A vizsgálatokat Perthometer Concept – csúcstechnikát képviselő
metszettapintós érdességmérő műszer, valamint saját fejlesztésű 3D-s kiértékelő
program, valamint Jeol típusú scanning
elektronmikroszkóp segíti.
|
|
|
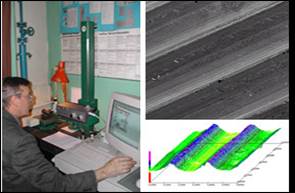

A 3D-s méréstechnika lehetővé teszi a kopási
folyamatok nyomon követését és elemzését, a kopási jelenségek részletes időbeli
tanulmányozását, többek között forgácsolt munkadarab és a szerszámél egymásra
hatását vagy a karcképződés detektálását is.
|
|
A Tanszéken kifejlesztett többfunkciós kísérleti
berendezés a működési viselkedés mélyebb feltárását teszi lehetővé: követhetjük
a kopási-felületváltozási folyamatot, elemezhetjük a változások hatását,
kapcsolatát, vizsgálhatjuk a megmunkált felület sajátosságait, információt
szerezhetünk a működő felületek topográfiájának megtervezéséhez, a gyártási
technológia megválasztásához, a működés közben lejátszódó tribológiai
folyamatok és jelenségek mélyebb megismeréséhez, azok tudatos ellenőrzéséhez és
befolyásolásához
|
|
E kutatások és a kapcsolódó fejlesztések
együttműködés keretében segíthetik a társintézmények (BME GEK, KSK, - ME GEK, -
GATE MgGEK, - GAMF...) kutatóinak munkáját, nemzetközi konferenciákon való
szereplését, az egyetemekhez (BME, SZIE, ME,…)
kapcsolódó doktorandusz képzést, továbbá szélesítik az együttműködés
lehetőségeit az ipari kutató-fejlesztő helyekkel.
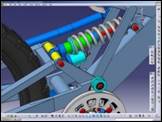
Számítógéppel segített tervezés és gyártás gépipari
alkalmazása a gyártóeszköz és alkatrészgyártás területén (Témavezető: Dr. Mikó Balázs, PhD)
A számítógéppel
segített tervezés és gyártás napi ipari gyakorlat, azonban számos olyan
módszertani illetve tervezéstechnikai, tervezéselméleti kérdés létezik, melyek
megválaszolása kihívást jelenthet egy kutató számára. A kutatási téma egyszerre
tekinthető alapkutatásnak és alkalmazott kutatásnak, mivel az ipar igényli az
új eredményeket és azok szinte azonnali bevezetését.
A kutatás célja a
CAD/CAM-rendszerek alkalmazási lehetőségeinek feltárása a gyártóeszköz-
tervezés és -gyártás (készülékek, szerszámok stb.) területén, a gyártási költségek
előrejelzési technikáinak fejlesztése és alkalmazása különböző területeken, a
technológiai tervezés folyamatának automatizálása, valamint a gyártás
szimulálása, a virtuális műhely adta előnyök feltárása, kiaknázása. A kutatás
hátterét egy 19 gépes CAD-labor szolgáltatja (CATIA R5), valamint a
gépműhelyhez kapcsolódó 12 gépes FMS labor, ahol különféle NC-programozást
segítő szimulátorszoftverek (NCT, SinuTrain, MTS) és elektronikus
szerszámkatalógusok vannak telepítve.
|
|
|


A kutatás több
részterületre osztható, melyek egyrészt hazai és nemzetközi együttműködésben,
másrészt önálló kezdeményezésként zajlanak.
-
Fejlett gyártási technológiák az autóiparban (CEEPUS CII-SK-0067-01). A
program résztvevői: Kassai Műszaki Egyetem (Szlovákia), Bécsi Műszaki Egyetem
(Ausztria), Tomas Bata Egyetem (Csehország), Miskolci Egyetem (Magyarország),
Krakkói Műszaki Egyetem (Lengyelország).
-
Forgácsolt alkatrészek gyártási
költségbecslése, melynek célja a költségbecslés folyamatának és szerepének
vizsgálata, az iparban alkalmazott módszerek, valamint különböző mesterséges
intelligencia módszerek (esetalapú következtetés, szabályalapú következtetés,
mesterséges neurális háló) alkalmazhatóságának elemzése.
-
Technológiai tervezés automatizálása, melyben
megoldást keresünk a technológiai tervezés számítógépes automatizálásának
összetett folyamatában a különböző tervezési elvek ötvözésére.
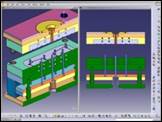
-
Műanyag fröccsöntő szerszámok gyártási
költségbecslése, ahol egy olyan költségbecslő rendszer kifejlesztésén
dolgozunk, amely alkalmas ipari körülmények között megfelelő pontossággal
meghatározni egy műanyag alkatrész gyártásához szükséges fröccsöntő szerszám
gyártási költségét.
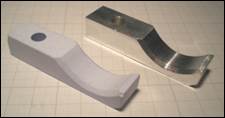
-
Reverse engineering, melynek
keretében azt vizsgáljuk, hogy a tanszéken található koordináta mérőgép, mérőkar,
3D szkenner, CAD rendszer (CATIA R5) és NC marógép felhasználásával hogyan
rekonstruálható egy tetszőleges alkatrész.
|
|
|



Forgácsoláskutatás (Témavezető:
Dr. Sipos Sándor, Dr. Cselle Tibor, CSc)
A forgácsoláskutatási program négy részterületet foglal
magában:
-
A nehezen megmunkálható anyagok
(nagyszilárdságú, kemény és hőálló acélok, HRSA-ötvözetek, ötvözött
alumíniumok, műanyagok, kompozitok stb.) forgácsolhatóságának komplex
vizsgálata, a forgácsoló eljárások körülményeinek, szerszámainak kiválasztása
és adatainak többcélú optimálása az autóipar, az energiaelőállítás és a
repülőgépipar igényeinek megfelelően.
-
A különféle rendeltetésű, korszerű
konstrukciójú, geometriájú, kiképzésű, élpreparációjú, anyagú és bevonatú
szerszámok teljesítőképességnek komplex vizsgálata. A szerszámok minősítése a
forgácsolóképesség legfontosabb jellemzőinek műszeres, on-line mérésével
történik, számos esetben kísérlettervezéssel támogatva. Különösen fontos
területet jelent a forgácsmanipuláció jelenségeinek feltárása, az
élminőségjavító eljárásokkal elérhető tartósságnövekedés, a legújabb (döntően nanokompozit-alapú) PVD-bevonatrendszerek hatékonyságának
műszaki-gazdasági elemzése, valamint e szerszámokkal kialakított felületek mikrogeometriája, pontossága és működési
tulajdonságai.
-
A környezetbarát megmunkálás (Green Manufacturing)
körülményeinek vizsgálata, eredményességének számszerűsítése és fokozatos
elterjesztése. A birtokunkban lévő minimálkenő berendezés (HK250), valamint a
hideglevegős készülék (Cold Air Gun,
CAG) váltott vagy együttes alkalmazása – különösen a XXI. század technológiai
kihívásai szempontjából – egyre több területen jelenhet igazi megoldást az ipar
számára.
-
Különleges mozgásciklusú, jellemzően epiciklois szerszámpályák számítógépes programmal történő
előállítása mély hornyok marására. A trochoidális
marás szóba jöhető alváltozatainak kutatása nehezen megmunkálható anyagoknál a
fellépő erőhatások, a pontosság és a szerszámelhasználódás szempontjából.
A fenti kutatásokban
komoly szerepet játszanak a különböző kutatási pályázatok (főként az OTKA)
támogatásával beszerzett mérő- és regisztráló eszközök. Például 2002-ben az OTKA
M042000 témaszámú, „Forgácsolóerő- és nyomatékmérő műszer szerszámbefogóval,
többcsatornás erősítővel” műszerbeszerzés történt, amelyet forgószerszámok
(fúrók, menetformázók és menetfúrók, különböző rendeltetésű és konstrukciójú
marók) vizsgálatához használunk fel. A kutatási munkát nagyban segíti két,
elsősorban szerszámminősítésekre használt CNC-megmunkálógép (álló szerszámoknál
a Dugard Eagle eszterga, forgószerszámos eljárásoknál
pedig a Mazak Nexus megmunkálóközpont).
|
|
|


Az OTKA T023351
témaszámon regisztrált Perthometer S6P érdességmérő
mérőműszert, kiegészítve léptetőmotorral és 3D-s kiértékelő szoftverrel,
sikeresen alkalmazzuk a forgácsolt felületek és szerszámok vizsgálatához. Az
utóbbi témában kölcsönösen előnyös kutatási kapcsolatot ápolunk a Kassai
Műszaki Egyetem Gépészmérnöki Karával.
|
|
|


A fenti kutatási témák
mindegyikét, különösképp a korszerű forgácsolószerszámok vizsgálatát tudományos
diákköri munkaként végezhetik hallgatóink. Évtizedes tapasztalatunk, hogy az
évenként kiírt új témákkal a résztvevők szívesen foglalkoznak, rengeteg tapasztalatot
gyűjtenek, és a szakdolgozat elkészítése is könnyebb számukra.
Forgácsoláskutatás témában 1993 óta több mint ötven TDK dolgozat készült el, az
országos konferenciákon tucatnyi helyezést és különdíjat nyertek el
hallgatóink. A sikeres TDK munkát követően sok kollégánk maradt a tanszéken
intézeti mérnökként és tanársegédként.
Metrológiai és
minőségbiztosítási kutatások a gépipari gyakorlatban (Témavezető: Dr. Drégelyi-Kiss Ágota)
A gépiparban, főként az autóipar területén
különösen nagy hangsúly tevődik a gyártott alkatrészek megfelelőségének
vizsgálatára, valamint a gyártási folyamat nyomon követésére, javítására,
fejlesztésére minőségbiztosítási eszközökkel. Csoportunkban döntően ezen két fő
téma mentén jelennek meg tudományos munkák, publikációk, valamint ipari
kapcsolatok révén konkrét feladatra vonatkozó megoldások kidolgozása.
A méréselmélettel, méréstechnikával
összefüggésben az egyes mérőeszközök mérési bizonytalanságának meghatározása, a
mérések tervezése és értékelése, matematikai statisztikai módszerek ipari
feladatokban és tudományos kutatásban történő felhasználása a kutatások fő
irányvonala.
A minőségirányítással kapcsolatos
kutatásunk célja, hogy a téma feldolgozása során modellt szülessen a hazai
termelési környezet kockázatainak, megbízhatóságának illetve biztonságtechnikai
paramétereinek, a minőségirányítás emberi tényezőinek és a hazai szervezeti
kultúrák elemeinek összefüggéseiről.
A kutatási területeken végzett kísérleti
tevékenység eredményei, zömében szakcikkek és konferencia előadások formájában,
rendszeresen megjelennek a hazai és nemzetközi folyóiratokban és rendezvényeken
(illetve azok kiadványaiban).
A tanszéki listák részletezése nélkül a
publikációs tevékenységet az alábbi diagram mutatja be.
|
|
Kollégáink hazai
elismerésben is részesültek a közelmúltban:
GTE GépGyártás -Műszaki Irodalmi Dij
Dr. Sipos
Sándor – Dr. Cselle Tibor – Csuka Sándor: Nanokompozit PDV-bevonatok kopásának
széleskörűen alkalmazható modellje, GÉPGYÁRTÁS 2008. 1–2.

A Tanszék/Szakcsoport további elképzelései
A 2005-ben bevezetett új, BSc tantervvel kapcsolatos feladatok megoldása még további kihívást jelent. Az új, korszerű ismeretanyagok összegyűjtése, rendszerezése, az oktatásba történő folyamatos bevitele, az elektronikus tananyagok elkészítése időigényes. Mindezt pedig úgy kell a lehető legjobb színvonalon elvégeznünk, hogy közben a korábbi években megszokott színvonalon és eredményességgel lássuk el - a megnövekedett hallgatói létszámmal arányosan megemelkedett - napi oktatási feladatainkat is.
A Tanszék jövője szempontjából kiemelt fontosságú, hogy az oktatói állomány jelenlegi korösszetételét fiatal kollégák beléptetésével és itt tartásával tovább javítsuk.
Az elkövetkező években kiemelt figyelmet kell fordítanunk kutatásfejlesztési feladataink ellátására, fiatal kollégáink továbbképzésére, a doktoranduszi képzésbe bekapcsolódásukra, illetve kutatási tevékenységük és publikációs munkájuk segítésére.
Szándékunk, hogy a már jól bevált és közismert szakmérnöki kurzusainkat, tanfolyamainkat az elkövetkező években is folyamatosan indítsuk. A tanfolyamok oktatási anyagának elkészítése, a képzésben való részvétel remélhetőleg számos tanszéki munkatársunknak ad feladatot és megfelelő anyagi elismerést is.
A
Bánki Főiskola és a Kar történetében a Gépgyártástechnológiai
Tanszék/Szakcsoport alapvető és meghatározó szerepet töltött be. Oktató-nevelő
és tudományos tevékenysége hozzájárult az 1879-ben alapított
"Technológia" hírnevének fenntartásához és emeléséhez. Jól példázza
ezt az a tény is, hogy az elmúlt 50 év alatt a Tanszék két főigazgatót/dékánt (Dr.
Angyal Béla 1969-1986; Dr. Palásti Kovács Béla 1997-2009), három tudományos
főigazgató-helyettest (Kántor György 1969-1975, Dr. Palásti Kovács Béla
1990-1997, Dr. Horváth László 1997-2000) és egy oktatási főigazgató-helyettest
(Dr. Nagy P Sándor 1984-1990) adott az intézménynek.
Bánki
Donát Felsőfokú Gépipari Technikum 1963-1969
Bánki Donát Gépipari Műszaki Főiskola 1969-1993
Bánki Donát Műszaki Főiskola 1993-2000
BMF - Bánki Donát Gépészmérnöki Főiskolai
Kar 2000-2010
ÓE - Bánki Donát Gépész és
Biztonságtechnikai Mérnöki Kar 2010-
GÉPGYÁRTÁSTECHNOLÓGIAI
TANSZÉK
(GÉPGYÁRTÁSTECHNOLÓGIAI SZAKCSOPORT)
1963-2013
A Tanszék
oktatóinak és dolgozóinak
névsora
|
Név |
A munkaviszony |
Megjegyzés |
|
|
kezdete |
vége |
||
|
Ambrusné
Dr. Alady Márta f. docens |
1973. |
1996. |
nyugdíjas |
|
Dr. Angyal Béla f. tanár · BDGMF főigazgató és tanszékvezető · tanszékvezető · intézetigazgató |
1966 1966. 1984. 1987. |
1990. 1984. 1987. 1990. |
nyugdíjas † |
|
Dr. Árva János f. docens |
1970. |
2002. |
† |
|
Balázs Imre f. adjunktus |
1968. |
1995. |
nyugdíjas |
|
Dr. Bittera Zoltán f.
docens |
1978. |
1992. |
állásváltozás |
|
Biró Szabolcs mérnöktanár |
2001. |
|
|
|
Burai István szakoktató |
2012. |
|
|
|
Dr. Cselle Tibor f. tanár |
1976. |
|
1988-tól külföldön |
|
Csesznok Sándor mérnöktanár |
2001. |
|
|
|
Dr. Czverencz János f.
docens |
1965. |
1996. |
nyugdíjas |
|
Czéh Mihály f. adjunktus |
1968. |
2012. |
nyugdíjas |
|
Dr. Dobor Lászlóné f.
docens |
1966. |
1986. |
nyugdíjas † |
|
Dr. Farkas Gabriella e. adjunktus |
2002. |
|
|
|
Galla Jánosné f. docens |
1966. |
|
|
|
Gémes Tibor f. adjunktus |
1976. |
1990. |
állásváltozás |
|
Dr. Harmath József f. docens |
1977. |
2002. |
† |
|
Hervay Péter e. adjunktus |
1976. |
|
|
|
Horváthné dr. Drégelyi Kiss Ágota e. docens |
2002. |
|
|
|
Dr. Horváth László f. tanár · tudományos főigazgató-helyettes |
1992. 1996. |
2000. 2000. |
áth: BMF-NIK |
|
Horváth Richárd e. tanársegéd |
2004. |
|
|
|
Dr. Jezsó László f.
docens, c. e. docens |
1976. |
2009. |
nyugdíjas |
|
Kántor György f. tanár · tudományos főigazgató-helyettes |
1965. 1969. |
1975. 1975. |
nyugdíjas † |
|
László Zoltán tanársegéd |
2004. |
2006. |
állásváltozás |
|
Magyarkúti József mérnöktanár |
2009. |
|
|
|
Dr. Mikó Balázs e. docens · tanszékvezető · intézetigazgató-helyettes |
2005. 2005. 2007. |
2007. |
|
|
Dr. Nagy Lajos f. docens |
1976. |
1993. |
nyugdíjas † |
|
Dr. Nagy P. Sándor f. docens · oktatási főigazgató-helyettes · tanszékvezető |
1964. 1984. 1990. |
2009 1990. 1993. |
nyugdíjas |
|
Dr. Palásti Kovács Béla f. tanár, c. e. tanár · kutatási főigazgató-helyettes · BDMF főigazgató · kari főigazgató, dékán · intézetigazgató |
1972. 1990. 1997. 2000. 1999. |
1997. 2000. 2009. 2011. |
|
|
Dr. Pap András f. docens |
1975. |
1987. |
áth: Gép.és
Renszt. Tanszék |
|
Dr. Sipos Sándor c. e. docens · tanszékvezető |
1974. 2003. |
2005. |
|
|
Sulyok Károly f. adjunktus |
1973. |
1993. |
állásváltozás |
|
Szamosi Barna mérnöktanár |
2012. |
|
|
|
Dr. Szanyi László f. docens |
1976. |
1992. |
nyugdíjas † |
|
Dr. Szilágyi László f. tanár |
1969. |
1992. |
nyugdíjas † |
|
Tóth Georgina Nóra e. adjunktus |
2002. |
|
|
|
Ujváry Pál f. adjunktus |
1974. |
1994. |
nyugdíjas |
|
Varga Tamás f. tanársegéd |
1994. |
2001. |
állásváltozás |
|
Varga Bálint mérnöktanár |
2008. |
|
|
|
Dr. Váradi András f. docens · intézetigazgató-helyettes · tanszékvezető |
1968. 1987. 1993. |
2008. 1990. 2003. |
nyugdíjas |
|
Vladár Tibor f. adjunktus |
1972. |
1975. |
állásváltozás |
|
Dr. Zentay Péter e. docens |
2008. |
|
|
|
Zsuffa Lóránt f. adjunktus |
1976. |
1991. |
nyugdíjas † |
|
|
|
|
|
|
Arany Mária előadó |
1984. |
1988. |
állásváltozás |
|
Baranyai Géza tanszéki mérnök |
2013. |
|
|
|
Baranyai József segédmunkás |
1983. |
1993. |
nyugdíjas |
|
Bencsik Imréné előadó |
1975. |
1982. |
nyugdíjas |
|
Bóta József technikus, szakoktató |
1973. |
2008. |
nyugdíjas |
|
Burai István tanszéki mérnök |
2012. |
|
|
|
Csiszár Géza műszaki tanár |
1975. |
2003. |
nyugdíjas |
|
Csuka Sándor intézeti mérnök |
2007. |
|
|
|
Dudás György üzemmérnök |
1977. |
1987. |
állásváltozás |
|
Dudás Györgyné előadó |
1980. |
2013. |
nyugdíjas |
|
Falus Iván üzemmérnök |
1977. |
1992. |
állásváltozás |
|
Fejes Márton technikus |
1967. |
2001. |
nyugdíjas |
|
Fiers András polg.
szolg. |
2000. |
2002. |
|
|
Futó Imre segédmunkás |
1968. |
1976. |
† |
|
Gulyás István tanszéki mérnök |
2001. |
2004. |
állásváltozás |
|
Halász Gábor tanszéki mérnök |
2010. |
2011. |
állásváltozás |
|
Harmati István üzemmérnök |
1970. |
1984. |
állásváltozás |
|
Horváth András műszaki tanár |
2013. |
|
|
|
Homály Zoltán polg.szolg. |
2000. |
2001. |
|
|
Illés Lajos technikus |
1967. |
1977. |
† |
|
Jurcsó Péter tanszéki mérnök |
1998 |
2000 |
állásváltozás |
|
Kis Ferenc tanszéki mérnök |
2003. |
|
|
|
Kis Zoltán üzemmérnök |
1991. |
1993. |
állásváltozás |
|
Konkoly László üzemmérnök |
1987. |
1989. |
állásváltozás |
|
Láng László technikus |
1975. |
2013. |
nyugdíjas |
|
Lóka József üzemmérnök · műhelyvezető |
1966. 1966. |
1995. 1995. |
nyugdíjas † |
|
Lődi Hajnalka igazgatási ügyintéző |
2013. |
|
|
|
Maloschik Nándor
üzemmérnök |
1969. |
1975. |
állásváltozás |
|
Martin Imre technikus |
1968. |
1982. |
nyugdíjas † |
|
Máthé Péter tanszéki mérnök |
2003. |
2007. |
állásváltozás |
|
Mátyás Gábor polg.szolg. |
2003. |
2004. |
|
|
Németh Attila üzemrnérnök |
1983. |
1990. |
állásváltozás |
|
Nagy János szakoktató |
2012. |
|
|
|
Nikitscher Tamás üzemmérnök · műhelyvezető |
1986. 1995. |
|
|
|
Noszvai István üzemmérnök |
1976. |
1979. |
állásváltozás |
|
Nyitrai Attila üzemmérnök |
1971. |
1975. |
állásváltozás |
|
Oláh Péter üzemmérnök |
1992. |
1994. |
állásváltozás |
|
Pálinkás Tibor üzemmérnök · ügyvivő szakértő |
1974. 2005. |
1990. |
állásváltozás |
|
Pálinkás Zsolt üzemmérnök |
1990. |
1996. |
állásváltozás |
|
Pinizsi Zoltán üzemmérnök |
1979. |
1986. |
állásváltozás |
|
Posch György szakmunkás |
1978. |
1993. |
nyugdíjas † |
|
Preklet Géza üzemmérnök |
1976. |
1977. |
állásváltozás |
|
Regös Jakab szakmunkás |
1975. |
1985. |
állásváltozás |
|
Rudas Imre üzemmérnök |
1972. |
1976. |
áth: Term. Tud. Tanszék |
|
Simon Kálmán szakmunkás |
1968. |
1973. |
nyugdíjas † |
|
Szalóki István tanszéki mérnök |
2012. |
|
|
|
Szerényi Katalin adminisztrátor |
1983. |
1984. |
állásváltozás |
|
Szóráth Ferenc műszaki tanár |
1970. |
1977. |
állásváltozás |
|
Szőkéné Jenei Eszter előadó |
1979. |
1983. |
áth: Tan. Oszt. † |
|
Tarsoly Sándor szakmunkás |
1972. |
1975. |
állásváltozás |
|
Tállai Péter tanszéki mérnök |
2010. |
2013. |
állásváltozás |
|
Teszkó Sándorné műszaki rajzoló |
1974. |
1982. |
állásváltozás |
|
Tiszai Örs tanszéki mérnök |
1999. |
2000. |
állásváltozás |
|
Tordai Ferenc műszaki tanár |
1972. |
1975. |
állásváltozás |
|
Tóth Béla szakmunkás |
1970. |
1983. |
állásváltozás |
|
Tóth László technikus |
1978. |
1987. |
állásváltozás |
|
Vadacz Edit műszaki rajzoló |
1966. |
1987. |
nyugdíjas |
|
Vajtai György szakmunkás |
1962. |
1972. |
nyugdíjas † |
|
Varga József szakmunkás |
1988. |
1991. |
állásváltozás |
|
Zámbori Miklós üzemmérnök |
1982. |
1990. |
állásváltozás |
|
Zelei Sándorné műszaki rajzoló · ügyvivő szakértő |
1982. 2009. |
2013. 2013. |
nyugdíjas |
|
Zentai Judit adminisztrátor |
1982. |
1986. |
áth: Titkárság |
|
Zicsi András villamosmérnök |
1979. |
1982. |
állásváltozás |
|
Zsámboki Pál szakmunkás |
1966. |
1972. |
nyugdíjas † |
Szerkesztette:
Dr. Palásti Kovács Béla
Budapest, 2013. november